


Industrial Machine Vision LEDs for the best light conditions
Industrial lights for machine vision are dependable items with a steady, non-varying power/light output. The optimal lighting conditions are provided by their 24/7 design, and machine vision lights come in a variety of colors to add even more contrast.
Because machine vision lights have a long lifespan, it is possible to buy the same light for many years with the same specifications and output. Machine vision lights have minimal differences in LED characteristics between batches, which reduces the possibility of quality deviations, and excellent batch repeatability.
There is no flickering because industrial lights are powered by dependable power sources and a steady DC voltage. In order to achieve a higher light intensity with the same light (for a shorter period of time), it is also possible to over strobe the light.
Industrial machine vision lights come in a variety of forms that improve the identification of particular characteristics.
Need help selecting the right Machine vision LED solution?
Common issues and problems with consumer LED lights
Industrial lights and consumer lights are not the same. The light output and current are not always consistent. The light is not distributed evenly because inferior quality LEDs are frequently used and arranged unevenly. Hotspots might therefore be visible.
The consumer lights go off sale in a few years and are no longer available for purchase. The same batches and different production batches differ (significantly).
One major problem with LED lights for consumers is that they are frequently powered by AC voltage, which means they are always in an ON-OFF-ON-OFF state. The camera will record light while it is off, producing an intermittent or flickering effect, if the exposure time is not in sync with these OFF moments.
Consumer lights are limited in their applications because they come in only a few varieties, typically in the form of LED bars or spotlights.
Types of machine vision lights to create contrast
There are numerous varieties of machine vision lights. Every light will accentuate a different feature of the product. In certain applications, the necessary contrast is produced by combining several different machine vision lights. This is a summary of every kind of machine vision light.
Bottom lit backlight
A bed of light to illuminate the object from behind. Generally speaking, there is a 0-100mm gap between the item and the backlight.
Applications include determining the presence of a part or measuring perimetrical dimensions and silhouette.
Visit our back light product page: https://industrial-cameras.com/products/led1-fl .

Sample image: a reflective metal tool.
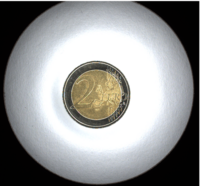
Ring light dark field
A light directed toward the object at a very small angle.
Applications: Measure relief characteristics or detect surface defects.
Visit our dark field ring light product page: https://industrial-cameras.com/products/led1-rl-1 .

Sample image: 2 Euro coin.
Ring light bright field
A ring with multiple LEDs positioned at an angle of perpendicularity, with the option of a diffuser. Perfect for lighting up spherical objects. The product's corners are darker when it is rectangular in shape. The diffuse version is needed for objects that reflect light slightly. Additionally, a diffused ring light disperses light more equally.
Applications: General use for nonreflecting or slightly reflecting products.
Visit our bright field ring light product page: https://industrial-cameras.com/products/led1-rih-ringlight-diffuse-select-required-size .

Sample: Reflective visit card.
Dome light
A semi-globe that has LEDs positioned inside the dome. There is a possibility of a dark spot in the middle due to shape, but this light provides good light for objects with medium to high reflectivity. Less obvious relief exists.
Applications: General use for highly reflective objects.
Visit our dome light product page: https://industrial-cameras.com/products/led1-dl .

Sample image: A very reflective plastified visit card.
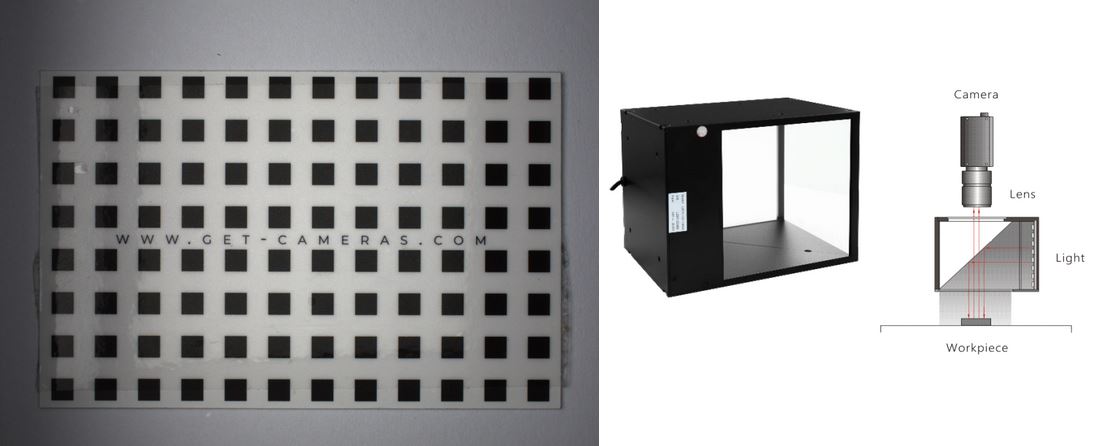
COAXIAL LIGHT
A light that contains a partially transparent mirror. The camera and a flat light are in the same position on the same axis because of the mirror. Hence, rather than getting darker, flat areas will reflect back. Perfect for reflecting objects, there are no dark areas.
Applications: Inspection of highle reflective objects.
Visit our coaxial light product page: https://industrial-cameras.com/products/led1-co .
Sample image: A very reflective plastified visit card.
Bar light
Multiple LED lines are found in industrial barlights. It has a diffusing plate that is optional. Usually used in pairs or quartets, this light reduces shadows and provides uniform illumination of the object. Due to the barlight's positional flexibility, it can be positioned adjacent to the camera or near the object, simulating various lighting conditions such as "backfield," "bright field," and "darkfield."
Applications: Inspection of flat object (both highly reflective as not reflective), inspection of any nonreflecting objects.
Visit our bar light product page: https://industrial-cameras.com/products/led1-bl-barlight-series-select-your-required-size .

Sample image: a very reflective plastified card.
Important parameters for industrial machine vision lights
Since every object is unique, the first thing to consider is "what" you hope to see or detect. This along with the physical attributes of the object will determine which light is used.
- Select a light that is at least 10% larger than the object you want to examine, a larger light will give you more flexibility and light overall.
- To ensure greater illumination, the light source should be shaped to match the shape of the object.
- More light will be reflected and the image will be brighter the closer the light source is to the object for inspection.
- The optimal quality outcomes are obtained when parallel telecentric lenses are combined with parallel LEDs that emit backlights.
- Enhancing contrast can be achieved by choosing different color options. Click on this link to read our article on Color Lens Filters.
Get our complete light catalog and price list for industrial machine vision lights right now by clicking this link: Catalogue of machine vision lights and illumination