


Why should I replace my webcam by an industrial camera?
There are several advantages to switching from a webcam to an industrial machine vision camera in terms of functionality, performance, and image quality. The benefits of utilizing an industrial machine vision camera and how it varies from a webcam will be covered in this article.
Using a webcam vs. an area scan camera in machine vision
Webcams are widely used for streaming and video conferences, among other things. Compared to industrial machine vision cameras, they are easier to use and relatively inexpensive, but their functionality is limited, and their image quality is poorer. Industrial machine vision cameras are made for uses requiring fast imaging, sophisticated features, and high-quality images. They are extensively employed in robotics, automation, manufacturing, and quality control, among other industries.
A webcam is used for conferences and streaming. For this reason, the output of the webcam is a (video)stream. Although you can take snapshots, the images don't have any precise timing. Area scan cameras produce uncompromised raw images. These images have an exact timing, therefore can be used as triggers. Software can be used to generate a stream if desired. We've included a sample program in our download section.
Auto focus and auto exposure are typically enabled on webcams. In a conference setting where light levels may fluctuate, this works well for focusing on you. However, it may not be ideal for examining identically sized objects at a fixed distance in identical lighting. Autofocus is slow and autoexposure can disrupt the timing and exposure. Industrial lenses consistently produce the desired image output because they can be precisely focused and adjusted to an aperture and focus area.
Benefits of the upgrade from a webcam to an industrial camera
Higher Image Quality
The purpose of industrial machine vision cameras is to provide high-quality images. To capture detailed images with high resolution, contrast, and color accuracy, they make use of cutting-edge sensors and optics. This is crucial for applications like inspection, measurement, and quality control where image quality is important. Additionally, machine vision cameras can capture more details in both bright and dark environments thanks to their higher dynamic range.
Advanced Features
Webcams do not have the advanced features that industrial machine vision cameras do. Among these features are:
- Triggering and synchronization: To take pictures at specific times, machine vision cameras can be triggered internally or externally. This is significant for applications like motion analysis and defect detection where timing is of the essence.
- Image processing: A free Software Development Kit (SDK) is included with our machine vision cameras. You can incorporate this SDK into already-written software or into your own image processing program. In places where webcams are prohibited, this allows you the flexibility to fully utilize the camera's capabilities.
- Lens control: Machine vision lenses have the ability to adjust the lens's focus and aperture, which is useful in situations where the camera must change to accommodate objects or changing lighting.
- Mounting and integration: GigE and USB3 vision conformities allow machine vision cameras to be integrated with other hardware and software in the system, and they can be mounted on tripods, stands, or other fixtures.
High-Speed Imaging
Cameras for industrial machine vision can take pictures at up to thousands of frames per second. This is crucial for applications that require the tracking or inspection of quickly moving objects. The large image sensors make these high frame rates possible. Cameras that are more sensitive to light, the larger the image sensor. In addition, machine vision cameras can capture images faster than webcams because of their shorter latency.
Robust and Durability
Industrial machine vision cameras are made to work in challenging conditions with lots of humidity, vibration, and high temperatures. They are tested to ensure they meet industrial standards for durability and dependability and are constructed with premium materials. Because of this, they can be used in industrial settings like manufacturing, automation, and others where dependability is essential.
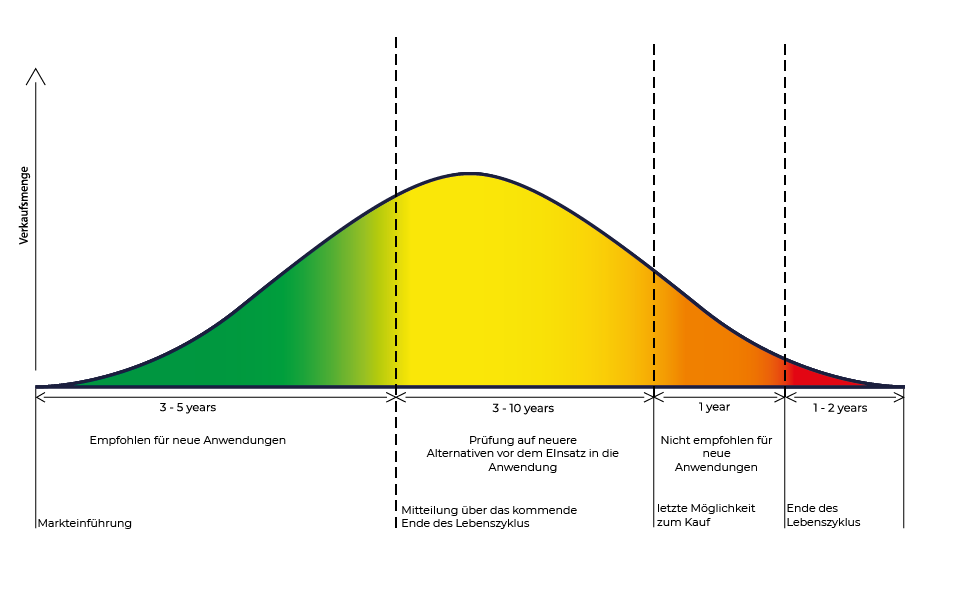
Product life cycle
Another advantage of the vision camera is the product life cycle. Our machine vision cameras are designed to be purchasable for at least 7 years after market introduction. If you design a vision system, you will need the same camera set up for the next system to achieve the same results. Webcams are usually available for one year and after that you would need to purchase the newer version resulting in a slightly different result.
Fairly priced machine vision cameras
Although webcams are reasonably priced, their limited functionality will result in a loss of image quality and functionality. Second, machine vision cameras are more light-sensitive due to their larger image sensors. You can be sure you're getting the best camera deal available when you order your machine vision cameras from GeT Cameras. We are able to offer machine vision cameras at a 50% lower price than our competitors because of our low overhead and profit margins. We guarantee the same image quality because our machine vision cameras use the same image sensor as those of our competitors.
Exceptional service
Working with machine vision cameras also has the advantage of GeT Cameras providing customer support that is far more sophisticated than that of webcam manufacturers. With support from the camera manufacturer, our machine vision engineers comprise our customer support division. We are able to respond to any question.
Conclusion
There are several advantages to switching from a webcam to an industrial machine vision camera in terms of functionality, performance, and image quality. Whereas webcams are made for non-industrial uses like streaming or video conferencing, machine vision cameras are specifically made for applications that demand high-quality images, fast imaging, and sophisticated features. They have a number of advantages over webcams, including robustness, lens control, image processing, triggering and synchronization, and image processing. An industrial machine vision camera is the best option for you if you want to increase the efficiency of your imaging system or if you need to take clear pictures in a working environment.
Are you unsure if industrial cameras are appropriate for your application involving vision?
Speak with one of our technical sales representatives. We respond to all inquiries within a day.
